Pallet Handling Systems
Pallet handling System Solves Dunnage Problem
Efficient parts flow is achieved in a three-robot system designed to service a machining center Most robotic systems involve the best of both worlds. That is, they integrate fixed and reprogrammable automation, using each to best advantage. An excellent example of the concept is a new robotic pallet handling system built by Sterling Co. () for an automotive supplier. It is the fourth such system that the company has built for the same customer and is used for processing alternator housings. Palletizing and depalletizing operations are the principal tasks performed by the handling system. In simple terms, the function of the system is to depalletize arriving parts, present them for loading into a machining center, and repalletize the machined parts in preparation for shipment for further processing.
Supports Automatic Factory
The system is a major piece of capital equipment and, along with the other three systems delivered earlier, represents a significant investment by the customer. What was the basis for its justification? James Canner, vice president of Sterling , says that the system is designed to support the automatic factory concept. "Labor reduction is not the primary goal. Instead, the idea is to maintain an orderly flow of parts between the car builder and its supplier plant. This particular system accommodates special trays that offer protection for the parts and help maintain quality. It also supports the just in time inventory concept where positive, controlled parts handling is required."
Three Robots
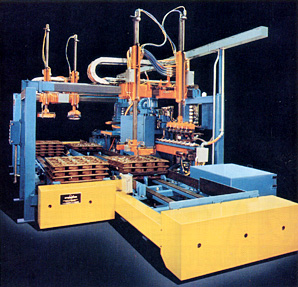
Parts are moved through the system via three robots (two gantries and a single horizontal-axis unit), a lift-and-carry transfer, and 45' (13.7 m) long dual conveyors. Other elements include a parts washing system, a part orienter, and a part marking device.
Raw aluminum castings are delivered to the conveyor system on a pallet carried by a forklift. Each pallet load consists of a stack of 10-12 trays. The tray matrix consists of seven rows of six parts each. A shipping cover is located on top of the stack.
The conveyor moves the loaded pallet to a stop position under the first of two dual-arm gantry robots. One vertical Robotarm has six grippers for picking up a row of six parts. The other vertical Robotarm has a dual-gripper system, one for gripping the shipping cover and one for gripping plastic trays.
The cover is removed first and is held until all of the trays have been emptied and removed from the pallet. As the trays are emptied, they are moved and restacked on a dunnage conveyor. The cover is placed back on the empty pallet, which is then deposited on a pallet conveyor for delivery to the other end of the system for repalletizing. Meanwhile, another pallet of raw parts has already been delivered to the conveyor by the forklift, and the system is ready to repeat the cycle. The stack of empty trays is advanced into position for repalleting, and another stack of trays, now loaded with machined parts, is in position for unloading via a forklift.
The second dual-arm gantry robot at the reload end of the system follows a similar procedure, but in reverse. It holds the cover until all trays are refilled and replaces the cover when the pallet of full trays is ready to be unloaded from the system.
Stack height sensing on the gantry robots is achieved using a lost-motion concept. Height is verified electronically. This approach, coupled with an air counterbalance, minimizes part distortion and tray damage.

Other Handling
The first dual-arm gantry picks up six castings at a time and deposits them on a table. Here, the only operator in the system checks the parts visually for incoming quality and proper part configuration, then loads them into a machining center.
Following machining, the parts are removed from the machine fixtures three at a time by an automatic dial-unloading Robotarm. This relatively complex device has 11 axes of motion. The Robotarm tilts to the horizontal position, extends to contact the parts, secures the parts with three grippers, rotates the parts to free them from the dial, and retracts horizontally. At this point, the part positions are changed from a triangular to an inline arrangement by two slides at different angles, the wrists are actuated to orient the parts, the robot tilts to a vertical position, and the parts are lowered to the lift-and- carry transfer and released.
As the parts are moved along by the lift-and-carry transfer, they are oriented axially, washed, automatically marked, and then advanced into position for pickup by one of the Robotarms on the gantry robot at the repalletizing end of the system. Parts are picked up six at a time and placed in one of the trays on the next pallet being built up with finished parts. The trays are designed so that three of the parts must be deposited 180 out of position with the other three parts. An extra axis rotates three of the gripper assemblies after picking up the parts and before depositing them in the trays. The dual gripper on the second Robotarm on this gantry is used to remove and hold the cover and to place empty trays into position for reloading.
After the trays are all refilled, restocked, and the cover placed back on top, the stack is moved on the conveyor into position for pickup by a forklift. This integrated system, under the control of a Texas Instruments programmable controller and with only one operator, handles 450 parts per hour.
This efficient application of a Sterling-Robotic System for material handling is just one reason why American-designed and built Sterling robots have been widely accepted in U.S. and overseas facilities. Sterling robotics/automation systems are increasing production, eliminating machine downtime, and reducing maintenance costs in many diversified industries. Sterling-'s total systems approach is what you need. A phone call will convince you.